Strip Accumulator





The trend in the tube and pipe industry has been developing toward mills that can run continuously at higher speed over a greater range of thickness and width with less maintenance and greater flexibility. Horizontal spiral accumulator that SRET Equipment provides can allow for a continuous line of strip to a tube mill from a supply of non-continuous coils of strip.
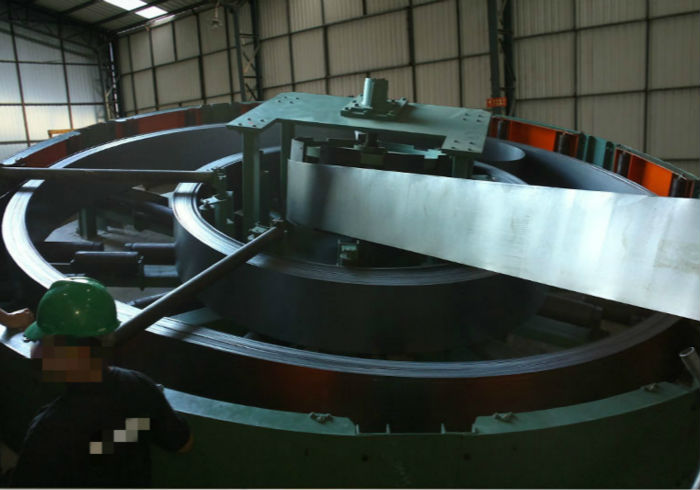
Installed between shear & end welder and forming mill, SRET Equipment’s horizontal strip accumulator will store a large amount of strip in a reasonable footprint space to give enough time for shear & end welder to cut and join the ends of two successive coils with non-stop tube mill. The principle of operation is simple. The strip is fed into the strip accumulator by a set of pinch rolls, before which the strip is twisted 90 degree for entering the pinch rolls. As the strip enters the accumulator, it’s supported and conveyed by a rotary table or sets of rollers, which is sophisticatedly designed to minimize the resistance for reduced chance of strip cobbling, jam-ups, marking, tension, etc. The inside wrap of the accumulated coil is pulled thru center takeout arbor by the forming mill. The drive has three modes of stopped, line synchronized, and high-speed fill. SRET Equipment’s strip accumulator is designed for strip to outer income and inner out feed. The number of strip wrap can be fixed or variable, depending on the thickness and width of material.
More than 30 years ago, SRET Equipment was the first company in China to develop the horizontal spiral accumulator, and since then has always been recognized in China’s market as the supreme supplier because of its most successful installation references and continuous technology innovation.
Value Highlights
- Grants a increased quality of end product with no mark or scratch
- Scientifically designed to suit for storage of galvanized strip, bright surface strip, and automotive strip, and to ensure the welding quality of H beam steel
- Prolong the service life of forming machines and rollers
- Easy installation and operation
- Huge storage capacity
- Strip moves smoothly, no jam-ups
- Wear resistant treatment applied to all rollers for longer service life
- Communication with uncoiler, flattener and shear & end welder, realizing one-man operation for the complete entry line section
Technical Data Sheet
| Model No. | Strip Width (mm) | Strip Thickness (mm) | Storage (m) | Fill-in Speed(m/min) |
| WLHT32 | 40 – 120 | 0.6 – 1.6 | 400 – 1200 | Max. 300 |
| WLHT50 | 60 – 200 | 0.6 – 3.5 | 400 – 1200 | Max. 300 |
| WLHT76 | 100 – 260 | 1.0 – 4.0 | 400 – 1000 | Max. 300 |
| WLHT89 | 110 – 280 | 1.5- 4.0 | 400 – 900 | Max. 180 |
| WLHT114 | 120 – 400 | 1.5 – 6.0 | 400 – 900 | Max. 180 |
| WLHT165 | 160 – 520 | 2.0 – 7.0 | 400 – 800 | Max. 160 |
| WLHT219 | 240 – 700 | 3.0- 8.0 | 350 – 800 | Max. 170 |
| WLHT273 | 320 – 900 | 3.0 – 10.0 | 300 – 800 | Max. 120 |
| WLHT325 | 500 – 1100 | 5.0 – 12.7 | 300 – 800 | Max. 120 |
| WLHT406 | 600 – 1300 | 6.0 – 14.0 | 300 – 800 | Max. 120 |
| WLHT508 | 700 – 1650 | 6.0 – 16.0 | 300 – 800 | Max. 100 |
| WLHT630 | 900 – 2000 | 6.0 – 20.0 | 300 – 800 | Max. 100 |
| WLHT660 | 900 – 2200 | 6.0 – 23.0 | 300 – 800 | Max. 100 |
| WLHT711 | 900 – 2400 | 8.0 – 25.0 | 300 – 800 | Max. 100 |